联系我们

当前位置:
鹏鑫钢铁(淮安市金湖县分公司) >
金湖本地今日新闻
无缝钢管焊管设计合理
更新时间:2025-08-30 15:58:25 ip归属地:淮安,天气:中雨,温度:24-32 浏览次数:1 公司名称: 鹏鑫钢铁(淮安市金湖县分公司)
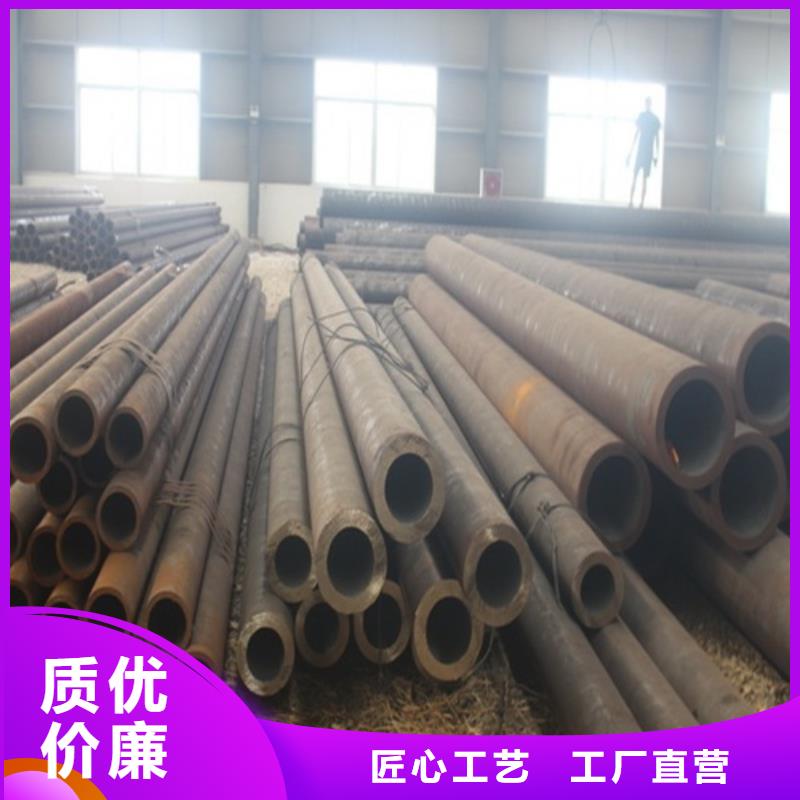
以下是:淮安市金湖县无缝钢管焊管设计合理的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 100000吨 |
| 运费说明 | 电议 |
| 小起订 | 0 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 45# 20# Q345B等 |
| 产品品牌 | 鹏鑫 |
| 产品规格 | 齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 外形尺寸 | 标准 |
| 适用领域 | 机械制造、压力容器等 |
| 是否进口 | 否 |
| 范围 | 无缝钢管焊管供应范围覆盖江苏省、淮安市、金湖县、清河区、淮阴区、清浦区、涟水县、洪泽区、盱眙县等区域。 |
以下是:淮安市金湖县无缝钢管焊管设计合理的图文视频




【鹏鑫】持续拓展产品矩阵,现有盱眙无缝钢管、涟水焊管、清河管线管厂家、清浦无缝钢管等,满足不同场景需求。无缝钢管焊管设计合理_鹏鑫钢铁(淮安市金湖县分公司),固定电话:【15106358106】,移动电话:【15106358106】,联系人:李经理,山东聊城经济开发区武夷山路。 江苏省,淮安市,金湖县 金湖县,隶属江苏省淮安市。位于江苏省中部,因境内白马湖、宝应湖、高邮湖三湖环绕,由敬爱的周恩来总理定名:“金湖”,象征资源丰富,日出斗金。金湖县辖3个街道、5个镇,面积1393.86平方千米。根据全国第七次人口普查数据显示,截至2020年11月1日零时,金湖县常住人口为289456人,占淮安市的6.35%。
我们的无缝钢管焊管设计合理视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:淮安金湖无缝钢管焊管设计合理的图文介绍
鹏鑫钢铁(淮安市金湖县分公司)常年库存 无缝钢管充足,凭借雄厚的实力,丰富齐全的 无缝钢管规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!


淮安金湖无缝管壁厚不匀原因。管子前端的倾斜、过度弯曲、管子的斜孔等都容易导致无缝钢管头顶部壁厚不均。破孔时,展宽指数很大,热轧带钢速比过高,冷轧不稳定。 穿孔器抛钢不稳定,容易导致毛细管末端壁厚不均。无缝管厚壁管不对称对策,检查管材质量,避免管材正面倾斜和大量凹陷,更换或修复板孔时应校准放心孔 . 选择较低的破孔率,以保证冷轧的可靠性和毛壁厚度的均匀性。 在调整热轧带钢速比时,成对的导向盘也相应调整。注意导板的应用,增加导板地脚螺栓的检查范围,减小导板在轧制时的晃动力,保证抛钢的顺畅。抗氢裂无缝拼接管线管无缝管原材料主要用于井筒周围高压气体的输送。 随着氯化氢腐蚀问题的日益严重,耐硫无缝拼接管线管的研发迫在眉睫,耐硫特性的优劣势在必行。讨论了影响抗氢致开裂的物质和原料元素。认为添加Cu和Ni可以改善无缝拼接管线管原材料的HIC特性,降低钢中的S成分。氢膨胀的敏感性。



改善无缝钢管壁厚精度的措施 无缝钢管壁厚的控制是无缝钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面: 1、管坯加热 加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,*大升降温度不超过30℃。 2、定心辊 确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。 3、轧制中心线 确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。 4、轧制工具 对于磨损的顶头、导板、轧辊等轧制工具要及时更换。 5、轧制工具安装 辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。 6、穿孔顶杆 穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。 7、轧机芯棒 芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高无缝钢管的壁厚精度。 8、芯棒的精度 芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。 9、完善工艺 完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



淮安金湖大口径无缝钢管生产流程及工艺介绍。摘要:本文主要介绍了大口径厚壁无缝钢管的生产流程、工艺,以及各个工序的注意要点等知识。大口径厚壁无缝钢管的优点很多,比如可以节省材料,减轻重量,节约成本等等。 介绍一下淮安金湖大口径厚壁无缝钢管的制作工艺和注意事项: 1、原料检验-→下料-→加热穿孔-→酸洗润滑风干(冷轧不用)-→冷轧加工(热扎或热处理)→矫直-→精整。 2、成品检验: (1)外观质量。 (2)内径、外径尺寸。 (3)表面质量。 (4)长度。 (5)几何形状。 3、坯料准备及检查。 4、加热穿孔。 5、酸洗。 6、修磨润滑。 7、冷轧。 8、矫直。 9、切头。 10、成品检验。 11、标识。 12、包 、入库下面我们就来具体了解一下各道工序的具体操作方法吧! 1.原料检验在进入生产之前需要对原材料进行严格的检查,确保其符合相关标准才能投入生产。 2.下料一般采用中板作为原材料,通过切割机的将钢板开成所需要的规格尺寸; 3.加热穿孔将管坯放入感应圈中在温度的作用下使其内部原子与原子发生碰撞产生热量从而形成孔洞; 4.酸洗利用化学溶液对管材内外表面进行腐蚀达到除锈的效果; 5.修磨利用砂轮机等工具对内表面的毛刺进行处理; 6.清洗利用高压水或者蒸汽等清洁管道内的杂质和氧化物以达到除垢的效果; 7.冷拔通过拉拔使金属变形来达到增加强度的效果。 8.精整对经过以上几道工序后的半成品进行检查并做出相应的标记以便后期使用。 9.成品检验经过以上几道程序之后我们的大直径螺旋焊管就完成了它的整个制作过程了!



淮安金湖焊接钢管的基本内容 淮安金湖焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。焊接钢管生产工艺简单,生产效率高,品 种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接 钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。 电 焊钢管用于石油钻采和机械制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢 管成本低、生产效率高。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可 以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝 焊,大口径焊管则大多采用螺旋焊。 焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分为如下若干品种: GB/T3091-1993(低压流体输送用镀锌焊接钢管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其他用途管。其代表材质Q235A级钢。 GB/T3092-1993(低压流体输送用镀锌焊接钢管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。 GB/T14291-1992(矿 用流体输送焊接钢管)。主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。GB/T14980-1994(低压流体输送用 大直径电焊钢管)。主要用于输送水、污水、煤气、空气、采暖蒸汽等低压流体和其它用途。其代表材质Q235A级钢。 GB/T12770-1991(机械结构用不锈钢焊接钢管)。主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 GB/T12771-1991(流体输送用不锈钢焊接钢管)。主要用于输送低压腐蚀性介质。代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
在淮安市金湖县采购无缝钢管焊管设计合理请认准鹏鑫钢铁(淮安市金湖县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【15106358106】)。